2020/03/08 11:00
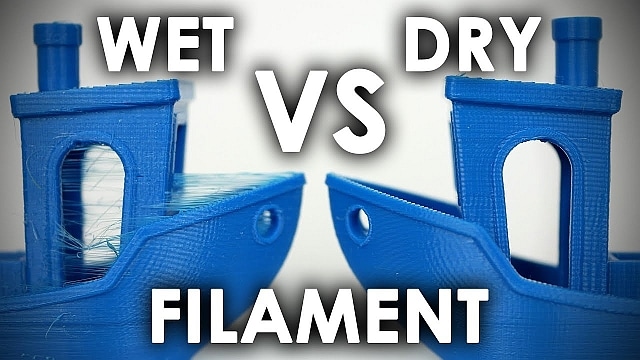
Wet vs Dry filament - Source: Youtube CNC Kitchen
PLAフィラメントは大気中の水分を取り込んで吸水します。吸水率は約0.3~0.4%。PLAは吸水し、これが造形に影響する、ということはご存知の方も多いかと思います。しかし吸水すると、具体的にどんなことが起こるかということはあまり知られていません。PLAフィラメントが吸水すると、大きくは3つの現象がおきます。①発泡、②樹脂の特性変化、③加水分解です。それぞれの影響を見ていきましょう。
①発泡による影響
吸水したフィラメントを溶融すると、水分が一気に膨張して気泡になります。粘度の高い溶融樹脂に気泡が発生すると吐出後すぐには消えません。そのまま造形品に気泡が混ざった状態でプリントされることになります。
ベッド密着が悪化する
吸水したフィラメントでラフトを吐出した時の画像です。クレーター状の気泡が無数に発生していることがわかります。この気泡は表面に見えている箇所だけでなく、ベッドに接触している面にも発生します。そのため見た目はベッドに密着していても、気泡があると、この分実際の接触面積が減ることになります。ベッドの密着が下がるため、造形品が剥がれる、反るなどのトラブルが起きやすくなります。

Damp filament - Source:solidoodletips.wordpress.com
積層強度が低下する
この気泡はファーストレイヤーだけでなく、造形中にも発生します。気泡ができた部分は樹脂が埋まらないため、積層強度が低下してしまいます。造形品の外観も悪化します。

Moisture in new printer filament - Source:thrinter.com
ノズル詰まりが発生する
気泡が発生し、成長することによってノズルやバレルの内圧が上昇します。この内圧はフィラメントを押し返す方向に作用するため抵抗になります。内圧は造形時間とともに次第に高くなるため、吐出追従性が次第に悪くなります。これが限界に達すると吐出ができなくなり、ノズルが詰まります。この場合の詰まりの気泡は原因であるため、ノズルを針などでつついて復旧させることも可能です。ただしフィラメントは吸水したままであるため、プリントを再度実施しても同じようにノズル詰まりが発生します。フィラメントのロード時にノズルを交換してもエクストルーダーで送り込みができず、モーターから「ダン!ダン!」と音がしている場合は、この発泡による内圧上昇で詰まりが起きていることがあります。

また、内圧が上昇すると吐出に余計な力が要るため、3Dプリンタ各部品に負荷がかかります。ドライブギアの削れや支持部品の破損、吐出量不足といったトラブルも起きやすくなります。内圧が一定せずばらついた場合は、吐出が突発でうねってしまうこともあります。運悪く樹脂が下の層に定着しなくなると、SNSでよく見るモジャモジャができてしまう、といったことにもつながりやすくなります。

②樹脂の特性変化
吸水によって、樹脂の溶け方がかわってきます。
樹脂が溶融しにくくなる
樹脂が吸水すると加熱の際に溶けにくくなります。吸水した状態の樹脂を溶融させるには、樹脂を溶融する分の熱エネルギーだけでなく、とりこまれている水分を気化させる熱エネルギーも必要になります。加熱しても、樹脂を溶融する際に水の蒸発潜熱分の熱量が奪われるため、余分に加熱が必要になるということです。
そのため、樹脂の吸水が進行した場合、ノズルの温度を上げないとエクストルーダーモーターでノッキングが発生し、吐出がうまくいかなくなります。吸水したフィラメントだと高温設定でしかプリントできなくなり、ドロドロの状態の樹脂でしか吐出できないため、造形外観が悪化します。
ガラス転移点が低下する
一般に樹脂が吸水すると、ガラス転移点が下がります。これは樹脂中に浸透した水分がポリマーの分子鎖に入り込んで、分子が動きやすくなることによると考えられています。樹脂に水分がある状態で溶融すると、水分がある意味可塑剤のような働きをします。たくさんの鎖に油が塗られていて、引っ張ると鎖同士がツルツル滑りやすくなってより少ない力で動き出しやすくなる様子を思い浮かべてもらうといいかもしれません。
吸水進行でガラス転移点が下がると、ホットエンド内で樹脂が軟化している範囲がより広くなります。半溶融状態となっている樹脂がホットエンド上まで上がってくることになるため、フィラメントの押し引きの追従が悪くなり、造形外観が悪化します。よりバレル冷却を強化する必要がでてきますが、これでも改善できず、バレル上まで軟化エリアが拡大すると、最後にはフィラメントがくしゃくしゃになって詰まりになります。
③加水分解
溶融した状態で水分が存在すると、PLAの分子の鎖が加水分解で切断されます。こちらは主にポリマー自体の特性が低下してしまう影響がでます。
糸引き
ポリマーの鎖が切断されることで分子量が下がり、溶融粘度が低下します。平たく言うとドロドロになります。分子の絡み合いも起きにくくなるため、ノズルからはみ出た樹脂があるとトラベルの際に不均一に伸び、細いところがさらに細く引き伸ばされることになるため、糸を引きやすくなります。正常に造形されていても樹脂自体の強度が低下する傾向となります。

3D Print Stringing - Source:all3dp.com
PLAフィラメントを乾燥すれば造形への影響を減らすことができます。ただ、ドライボックスや乾燥剤などで管理しないとまたすぐに吸水してしまい、手間がかかります。フィラメントだけを見てもどれだけ吸水しているのか判別が難しく、結局造形テストしないと状態がわからない、ということもあります。
LFY3M、LFG30はPLAに無機フィラーを添加しており、フィラーが水分透過のバリア層として働くため吸水率が低くなっています。また、W418はポリマーに非吸水性樹脂のPP(ポリプロピレン)を使用しています。3つとも吸水の影響を受けにくい特徴があり、一旦条件を出せば造形が安定します。ご興味があれば一度お試しください。
サクサク削れて接着できる140℃耐熱PLAフィラメント LFY3M
ガラス繊維強化PLAフィラメント LFG30(高強度、耐熱160℃)
圧倒的木質感を出せて詰まりにくい木粉PPフィラメント W418
---------------------
参考:
PLAの吸水率と保管形態による吸水率変化
吸水したPLAフィラメントの復活