2020/11/24 23:11
フィラメントを使うタイプの3Dプリンタでは、スライサーができるだけ連続して樹脂を吐出しつづけるような一筆書きのツールパスにしてくれますが、造形モデルの形状によってはそうすることができません。例えば飛び地の造形を行うときは一旦樹脂の吐出を止めてノズルをある地点に動かし、再度吐出を始めるというアクションが必要になります。樹脂が止まらないと飛び地の間に樹脂が垂れてしまい、よく言われる糸引きの状態になってしまいます。
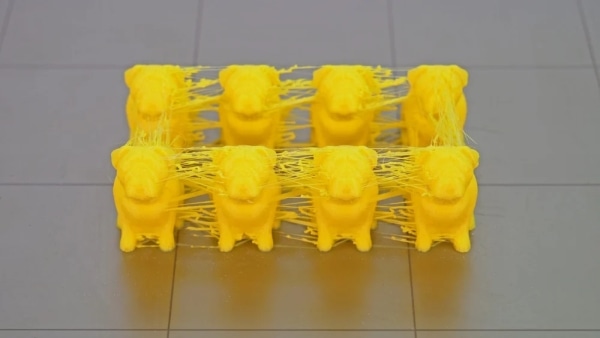
糸引きの例
造形中に樹脂は流れ続けています。樹脂は粘性があるため、モーターを停止させるだけでは樹脂の流れを直ちに止めることはできません。このため3Dプリンタではリトラクションと呼ばれる方法がとられます。エクストルーダーモーターを反転させて少しフィラメントを引き戻し、メルトゾーンの圧力を下げます。その後所定の位置までノズルを移動させ、後退したフィラメントを元の位置に戻してから吐出を再開するという方法です。

リトラクションの模式図
リトラクションで気を付けておかないといけないのは、引き戻すフィラメントの長さです。スライサーで設定する値はあくまでフィラメントが変形しないという場合の値ですが、実は造形中のフィラメントはそうなっていません。メルトゾーン付近では樹脂はガラス転移点を超えて軟化しています。硬い棒の先にゴムがついているようなものです。軟質フィラメントの場合はメルトゾーン以外でもフィラメント全体がゴム状態になっています。これらゴム状態の部分は造形時には押し込まれて縮んでいるので、圧力を解放すると元に戻ろうとします。そのためリトラクション量はこのゴム状態部分の弾性回復分を余分に見込んで設定する必要があります。
プリンタやフィラメントによっても異なりますが、リトラクション量は多くても5mm程度です。糸引きの改善効果が見られないからとあまり大きくしすぎると、メルトゾーンの溶融樹脂が引っ張られてファン冷却部に付着してしまうことがあります。こうなると樹脂が取れなくなってしまい、吐出トラブルになってしまうことがあるので注意が必要です。
リトラクションは比較的エクストルーダーに負荷がかかる動作です。特にボーデン式では長いチューブを通してフィラメントをごく短時間で押し引きするため強い摩擦が発生します。大きいリトラクション量が設定されているとボーデン式ではフィラメントが削れて正しい送りができなくなったり、レバーの部品が破損したりすることがあります。必要最低限のリトラクションにすることでエクストルーダのトラブルを防ぐことができます。

エクストルーダで削れたフィラメント
リトラクションはあくまで固体部分のフィラメントを引き戻しているだけで、メルトゾーンにたまっているノズル内部の樹脂、ノズル先端にすでに出ている分の樹脂については対処ができません。そのためリトラクションで糸引きは完全に解決できないことがあるというのは知っておく必要があります。
ではリトラクションが効かない部分の樹脂はどうしたらいいでしょうか。完全にコントロールすることはできませんが、樹脂の性質である程度は対処することができます。溶融粘度が高いフィラメントを使うことが一つの方法です。溶融粘度が高ければ液ダレしにくくなるほか、ノズル先端に付着している樹脂が引き伸ばされたときに高分子の鎖が絡みやすくなるため糸切れが良くなります。反対に溶融粘度が低い樹脂だと高分子の鎖が短いため鎖どうしが絡みにくく、スルスル引き伸ばされるため糸引きになりやすくなります。溶融粘度が低い樹脂の場合は温度を下げてやることで同様に糸引き改善の効果があります。ただし温度に対する粘度変化が敏感なため調整はやや難しい方向になります。
もうひとつ改善できる方法として、積層ピッチを小さくする、細い径のノズルを使うという方法もあります。これはノズル先端にはみ出す樹脂の量を小さくするというところから来ています。単純にはみ出す樹脂の量が小さくなれば糸引きも小さくなるというわけです。
また、フィラメントに水分が取り込まれている状態だと糸引きになりやすくなります。特にPLA、PETG、TPUの場合は加水分解が起きて高分子の鎖が切断されてしまうので影響が大きくなりがちです。どうしても糸引きがでるようであればフィラメントの乾燥を試してみるのも一つの手だと思います。
糸引きについてはこちらでも記事を公開していますのでよろしければご覧ください。