2020/05/10 20:33

Moisture in 3D printing filaments - Failed 3D prints and why | youtube.com
フィラメントが吸水しているとトラブルが起きやすくなります。『PLAフィラメントが吸水すると造形品にどんな影響が出る?』でもご説明しました。フィラメントの吸水度合いは目で見てもわからないため、なかなか気づきにくいものです。造形トラブルが起きたとき、よく3Dプリンタのエクストルーダーやノズルの異常を考えます。しかし何度組みバラシを行って調整しても、どうしても改善しないことがあります。以下のようなことが起きた場合はフィラメント吸水の影響を疑ってください。
◆吸水が疑われるトラブル
以下が3つとも当てはまっているときは吸水の影響が出ている可能性があります。
・①~⑤いずれかの症状が発生している
・プリンタやスライサを適切に調整しても①~⑤の症状が再発する。
・ノズル温度が推奨温度を大きく上回った温度でしか吐出できない(PLAの場合240℃くらい)。
①造形中にプチプチ音がする
加熱により水分が発泡し、吐出時に破泡しているときの音です。
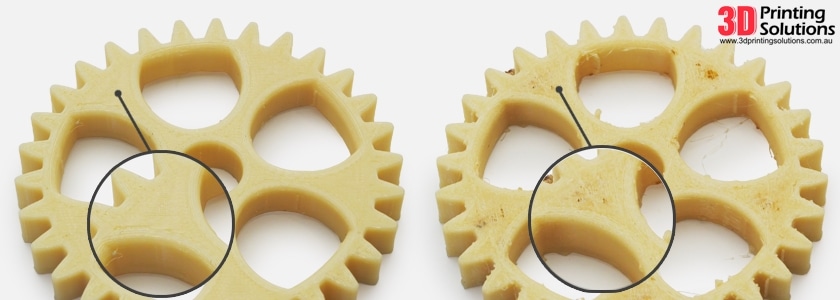
②造形品がかすれている
水分がノズル内で発泡し、エクストルーダーの力に負けて吐出が断続的になっていることが考えられます。
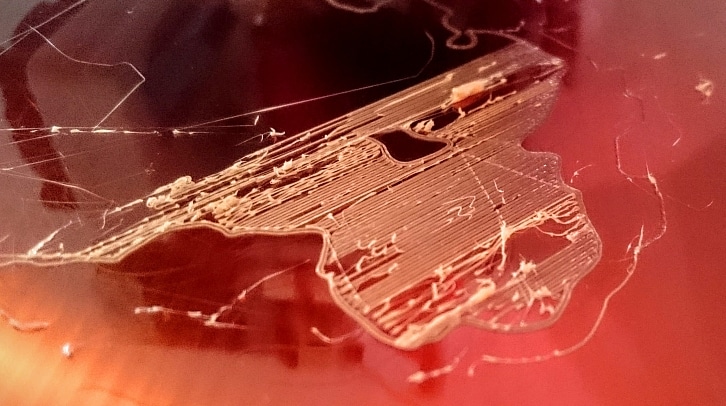
③ファーストレイヤーが定着しにくい
②と同じ理由です。
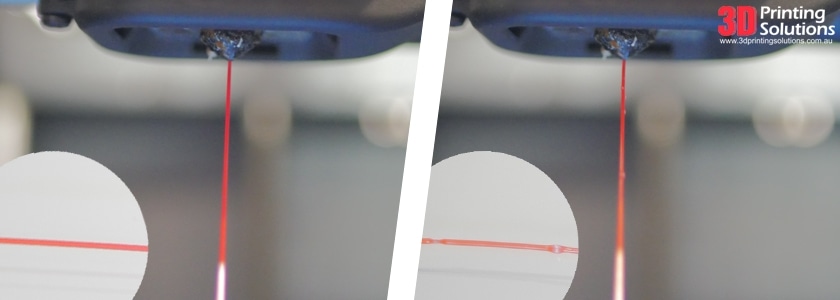
④リトラクション値を増やしても糸引きが改善しない
リトラクション10mmなど一般的なリトラクション値よりも大きくしても糸引きが発生する場合は、樹脂が加水分解を起こしていることが考えられます。
⑤3Dプリンタから「トンッ!」という音が繰り返し起きる
発泡により押出し抵抗が大きくなり、エクストルーダモータが負けてしまうことがあります。この状態でフィラメントを送り続けると脱調し、モーターから「トンッ!」という音が繰り返し発生します。フィラメントに手を添えていると、音がするたびにフィラメントが一瞬引き戻されていることがわかります。

-------------
吸水に起因する症状が出たとき、調整で何とかならないかと考えてしまいますが、3Dプリンタのスライサ設定や、プリンタハード側の調整で対策すべきではありません。フィラメントの乾燥を行ったほうが無難です。吸水の症状はあくまでフィラメントの問題で、3Dプリンタの設定やハードの対応では直接改善ができません。吸水は進行するため、吸水フィラメントに合わせて条件調整し、仮に一旦うまく造形できてもすぐに条件がずれてきます。使うたびごとに条件を調整しなおさなければならなくなるほか、どんどん適切でない方向にプリンタやスライサを設定してしまうことになります。
また、吸水したフィラメントは発泡で押し返される力に負けないよう送り込む必要があるため、吐出に負荷がかかります。この状態で3Dプリンタを使い続けるとドライブギアの削れ、チューブ継手破損、エクストルーダー樹脂部分の折れなど吐出に関係する箇所のトラブルにつながりやすくなります。ご注意ください。
LFY3M、LFG30はPLAに無機フィラーを添加しており、フィラーが水分透過のバリア層として働くため吸水率が低くなっています。また、W418はポリマーに非吸水性樹脂のPP(ポリプロピレン)を使用しています。3つとも吸水の影響を受けにくい特徴があり、一旦条件を出せば造形が安定します。ご興味があれば一度お試しください。
サクサク削れて接着できる140℃耐熱PLAフィラメント LFY3M
ガラス繊維強化PLAフィラメント LFG30(高強度、耐熱160℃)
圧倒的木質感を出せて詰まりにくい木粉PPフィラメント W418
---------------------
参考:
PLAの吸水率と保管形態による吸水率変化
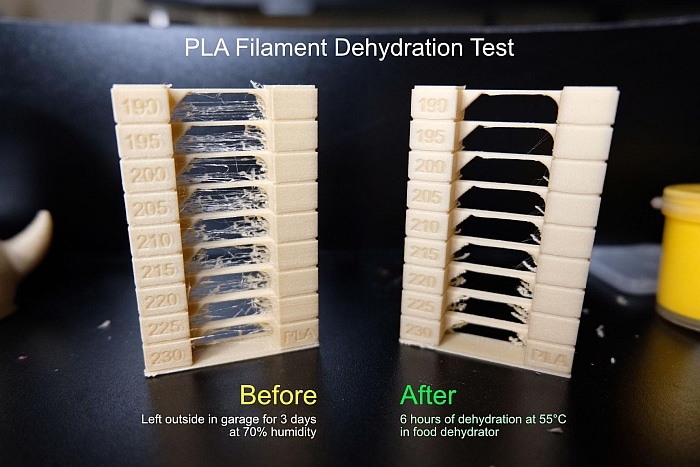
吸水したPLAフィラメントの復活