2022/05/30 20:23
3Dプリンタの吐出は複雑ですが、現象で考えると次の4つの要素で構成されると考えられています。
1) フィラメントの供給
2) 樹脂の溶融と流動
3) 出口での樹脂膨張と押出方向の引き伸ばし
4) 定着と水平方向の引き伸ばし
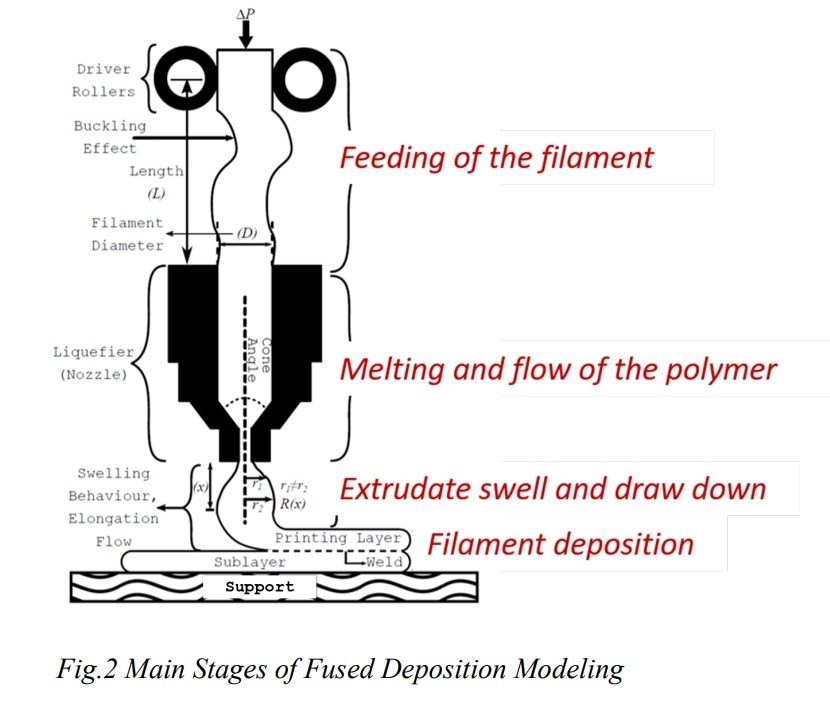
フィラメントはローラーでグリップして駆動され、ホットエンドまで送り込まれます。この時にフィラメントは圧縮されるため、荷重に耐えきれず座屈を起こして折れたり、ドライブギアで滑って削れたり、エクストルーダーで巻き付いたりします。これまでにも3Dプリンタではエクストルーダー、ヒートブレイク、チューブなど改良が加えられてきています。
フィラメントはノズルで溶融して流れが作られます。溶融樹脂はノズルの中では渦を巻いて複雑な動きをしながらせん断を受け、押出方向に引き伸ばしを受けてノズル出口から出てくることになります(参考:3Dプリンタでのノズル内壁とフィラメントのギャップの埋まり方)。この流れ方は溶融樹脂がどれだけ圧縮を受けているかを反映しており、圧縮を受けているほどノズル出口で拘束が解かれたときの樹脂膨張の度合い(ダイスウェル)は大きくなります。これは造形のビード幅にも影響します。
ノズルを出た樹脂は最終的に下の層に定着します。ここでも樹脂は水平方向に引き伸ばしを受けます。通常、プリントヘッドの移動速度は樹脂が吐出される速度よりも若干早いためです。定着の際に樹脂はノズル頂点の平面部で押し付けられ、塗り広げによって変形し、下や隣の層と結合します。熱ダレによる変形を最小限に抑えるためには樹脂は速やかに固化する必要がありますが、隣接するビードと十分に結合するためには十分な時間と温度を維持する必要もあり、相反するところを両立させる必要があります。
これら4つは独立ではありません。たとえば1)の影響は2), 3), 4)に影響し、2)の影響は3), 4)に影響するなど複雑です。吐出に問題があって原因がわからない場合、ノズルだけを見るのではなく、フィラメントの送りから順番に追って一つずつ検証することが必要になることもあります。